


-
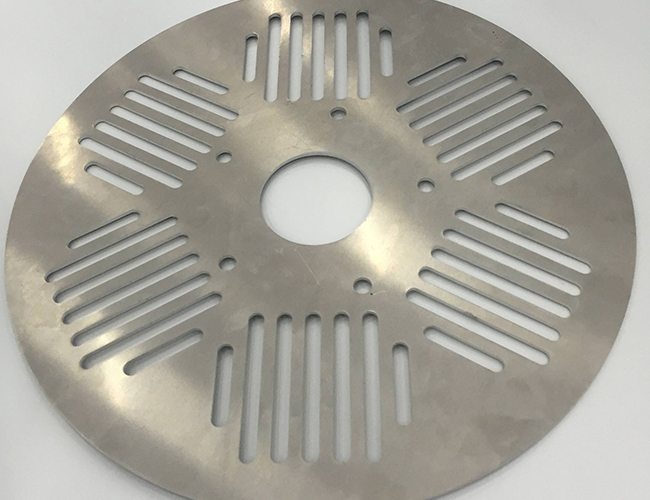
金属激光切割技术将脉冲激光打在不锈钢板上
2020-09-11金属激光切割技术去掉喷嘴,吹空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花处为焦点。对于飞行光路的切割机,由于光束发散角,切割近端和远端时光程长短不同,聚焦前的光束尺寸有一定差别。入射光束的直径越大,焦点光斑的直径越小。

-
金属激光切割技术将脉冲激光打在不锈钢板上
-
激光切割铝材激光束光斑越小精度越高
2020-09-11激光切割铝材激光束光斑越小、工作台精度越高、工件厚度越薄,越有助于提高切割质量。若要实现对焦点的准确控制。聚焦透镜焦深越小,焦点处的光斑也就越小,因此能够有效的将焦点位置控制在金属表面,实现切割质量的提升。
-
激光切割铝材激光束光斑越小精度越高
-
钣金激光切割技术是一次钣金的工艺革命
2020-08-07钣金激光切割技术细数钣金(金属薄板厚度在6mm以下)的切割工艺,不外乎激光切割、等离 子切割、火焰切割、剪板机、冲压等。激光切割是近几年兴起并得到蓬勃发展的,在金属板材切割领域,从微米级的薄板到数十毫米的厚板,都可以进行有效的切割。

-
钣金激光切割技术是一次钣金的工艺革命
-
2020 08-07
钣金激光切割设备光机电一体化
钣金激光切割设备一般用于钣金件之类的金属切割,钣金件成型之前。先要解决的是钣金件的外形展开加工。它是用聚焦镜将激光束聚焦在材料表面,使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。
-
钣金激光切割设备光机电一体化
-
2020 08-07
福州激光切割技术根据空气动力学原理
福州激光切割技术激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与面积成反比,所以焦点光斑直径尽可能的小;同时焦点光斑直径还和透镜的焦深成正比。聚焦透镜焦深越小,焦点光斑直径就越小。但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割机工业应用中广泛采用5〃~7.5〃〞
-

福州激光切割技术根据空气动力学原理
-
2020 08-07
激光热切割技术的简易方法及应用
激光切割技术任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。一高切割压力区紧邻喷嘴出口,工件表面至喷嘴出口的距离约为0.5~1.5mm,切割压力Pc大而稳定,是目前工业生产中切割手扳常用的工艺参数。二高切割压力区约为喷嘴出口的3~3.5mm,切割压力Pc也较大,同样可以取得好的效果。
-

激光热切割技术的简易方法及应用
-
2020 08-07
福建激光切割技术压缩气体吹走熔化材料
福建激光切割技术是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。
-

福建激光切割技术压缩气体吹走熔化材料



