

激光切割加工集中穿孔技术说明
信息来源:www.fzdhlt.com | 发布时间:2022年12月05日
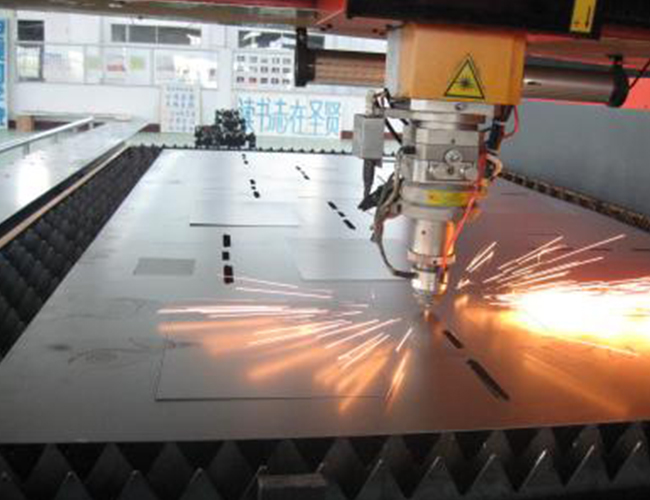
福州激光切割加工集中穿孔可避免过烧。厚板穿孔过程中,在穿孔点周围形成热量聚集,如紧接着切割,就会出现过烧现象。采用集中穿孔工艺方式,完成所有穿孔、返回起点再切割时,由于有充分的时间散热,就避免了过烧现象。

上一条: 有关激光切割加工的设备分析
下一条: 你知道不锈钢钣金加工是什么?
相关文章
相关产品







信息来源:www.fzdhlt.com | 发布时间:2022年12月05日
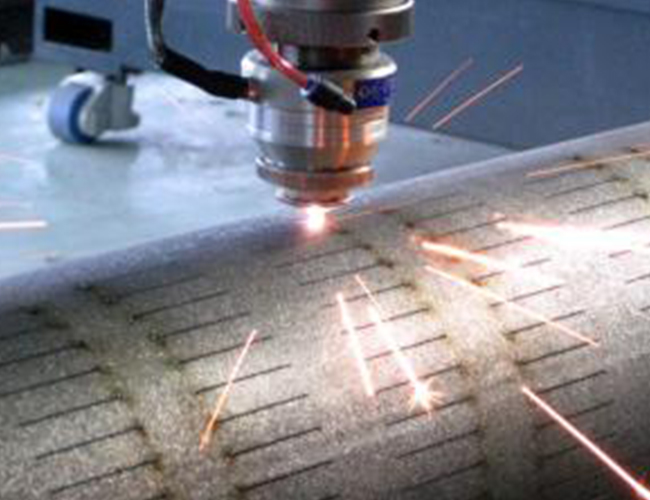
福州激光切割加工集中穿孔可避免过烧。厚板穿孔过程中,在穿孔点周围形成热量聚集,如紧接着切割,就会出现过烧现象。采用集中穿孔工艺方式,完成所有穿孔、返回起点再切割时,由于有充分的时间散热,就避免了过烧现象。
上一条: 有关激光切割加工的设备分析
下一条: 你知道不锈钢钣金加工是什么?