分析激光切割加工常见的问题
信息来源:www.fzdhlt.com | 发布时间:2019年04月17日
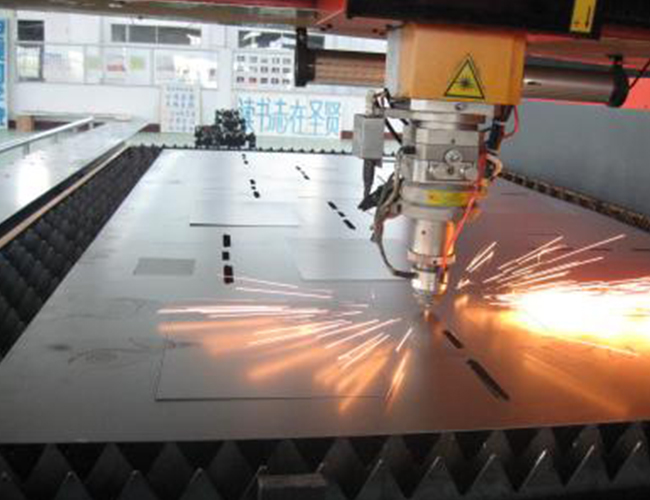
随着激光技术的不断发展与完善,激光切割加工的趋势已愈来愈不可避免,一些传统难切割或者切割质量不高的板材,遇到激光切割后,在钣金行业中,激光切割广泛应用于碳钢产业中。今日激光切割加工厂家为大家介绍下激光切割加工中的常见问题:

1.爆破穿孔——材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一个孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在加工精度要求较高的零件上使用,只能用于废料上。
2.切割加工小孔(直径小与板厚)变形情况的分析
这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。
3.激光切割加工不锈钢和敷铝锌板时,工件有毛刺产生的分析
以上情况的出现,首先考虑切割低碳钢时出现毛刺的因素,但不可简单地加快切割速度,因为增加速度有时会出现板材切割不穿的情况,此种情况在加工敷铝锌板时尤为突出。这时应综合考虑机床的其他因素加以解决,如喷嘴是否要更换,导轨运动不稳定等。
4.激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,若不正确加以调整;
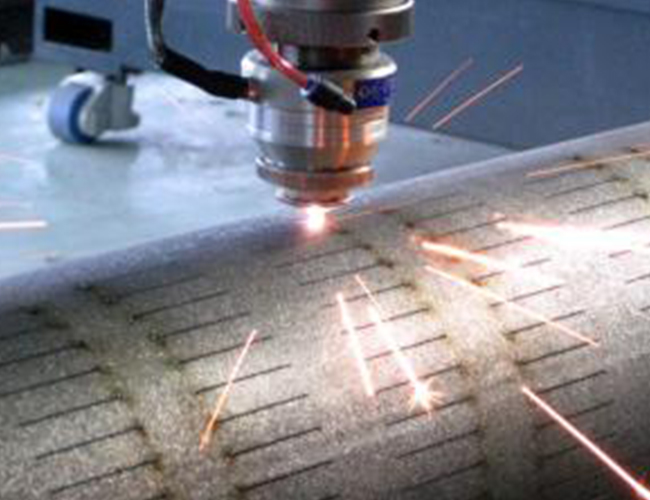
5.正常切割低碳钢时,火花束长、平,开叉较少。出现非正常的火花时会影响加工件的切割断面的光滑度和加工质量。
6.若喷嘴与激光头连接处螺纹松动,此时应立即暂停切割,检查激光头连接状态,重新上好螺纹。
以上就是激光切割加工常出现的问题,当遇到这些问题的时候,我们要善于解决,有什么疑问也可以来咨询我们的厂家。
上一条: 激光精密切割常用到哪些材料
下一条: 碳钢切割加工出现毛刺的原因有哪些?
相关文章
相关产品