


-
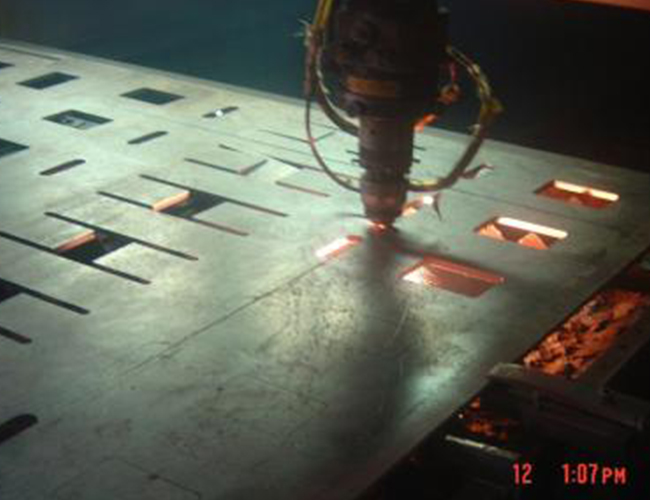
钣金激光切割柔化程度高且切割速度快
2020-10-20钣金激光切割术柔性化程度高,切割速度快,生产效率高,产品生产周期短,为客户赢得了广泛的市场。激光切割无切削力,加工无变形;无刀具磨损,材料适应性好;不管是简单还是复杂零件,都可以用激光一次精密快速成形切割。

-
钣金激光切割柔化程度高且切割速度快
-
激光切割技术的激光功率的影响因素
2020-09-11激光切割技所需要的激光功率主要取决于切割材料、材料厚度和切割速度要求。激光功率对切割厚度、切割速度、切口宽度等有很大影响。一般激光功率增大,所能切割材料的厚度也增加,切割速度加快,切口宽度也有所加大。
-
激光切割技术的激光功率的影响因素
-
钣金激光切割设备加工柔化水平高
2020-09-11钣金激光切割设备是工业上加工的一次工艺反动,是钣金加工中的“加工中心”;激光切割柔性化水平高,切割速度快,消费效率高,产品消费周期短,为客户博得了普遍的市场。 激光切割柔性化水平高,切割速度快,消费效率高,产品消费周期短,为客户博得了普遍的市场。

-
钣金激光切割设备加工柔化水平高
-
2020 09-11
金属激光切割技术将脉冲激光打在不锈钢板上
金属激光切割技术去掉喷嘴,吹空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花处为焦点。对于飞行光路的切割机,由于光束发散角,切割近端和远端时光程长短不同,聚焦前的光束尺寸有一定差别。入射光束的直径越大,焦点光斑的直径越小。
-

金属激光切割技术将脉冲激光打在不锈钢板上
-
2020 09-11
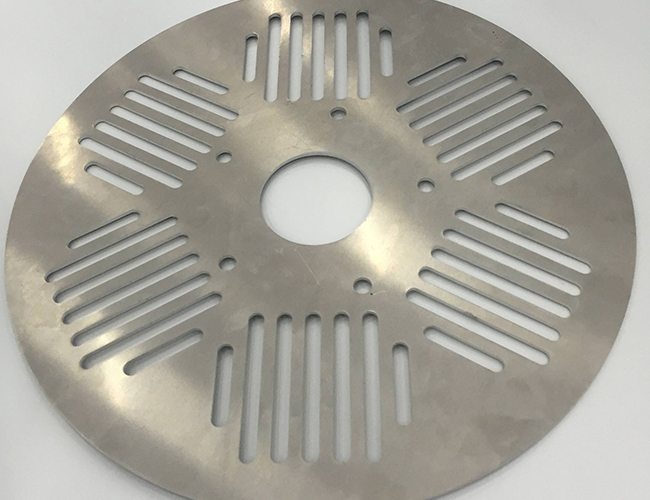
激光切割铝材激光束光斑越小精度越高
激光切割铝材激光束光斑越小、工作台精度越高、工件厚度越薄,越有助于提高切割质量。若要实现对焦点的准确控制。聚焦透镜焦深越小,焦点处的光斑也就越小,因此能够有效的将焦点位置控制在金属表面,实现切割质量的提升。
-
激光切割铝材激光束光斑越小精度越高
-
2020 08-07
钣金激光切割技术是一次钣金的工艺革命
钣金激光切割技术细数钣金(金属薄板厚度在6mm以下)的切割工艺,不外乎激光切割、等离 子切割、火焰切割、剪板机、冲压等。激光切割是近几年兴起并得到蓬勃发展的,在金属板材切割领域,从微米级的薄板到数十毫米的厚板,都可以进行有效的切割。
-

钣金激光切割技术是一次钣金的工艺革命
-
2020 08-07
钣金激光切割设备光机电一体化
钣金激光切割设备一般用于钣金件之类的金属切割,钣金件成型之前。先要解决的是钣金件的外形展开加工。它是用聚焦镜将激光束聚焦在材料表面,使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。
-
钣金激光切割设备光机电一体化



