钣金加工厂家:告诉你钣金加工中如何判断钣金激光加工的质量
信息来源:www.fzdhlt.com | 发布时间:2021年01月12日
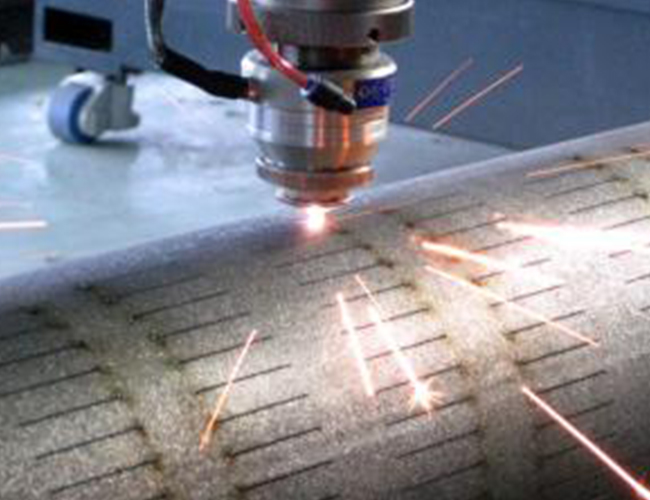
在高温下激光切割薄板时,熔融材料的痕迹不会出现在垂直激光束下方的切口中,而是会在激光束的后部喷出。结果,在切削刃上形成曲线,并且该曲线紧紧跟随移动的激光束,为了纠正此问题,在切割过程结束时降低进给速度可以大大消除纹路的形成。
2.切缝宽度窄
一般来说,切口宽度不会影响切割质量。仅当零件内部形成特别轮廓时,切割宽度才具有重要作用。 这是因为切割宽度决定了轮廓的较小内部翘曲。 当片材的厚度增加时,切割宽度也会改变。 增加。 因此,为了确保相同的高精度,无论切割宽度有多大,激光切割机加工区域中的工件都应保持恒定。

3.切缝垂直度好,受热面积小
当加工材料的厚度超过18mm时,切削刃的垂直度非常重要; 当离开焦点时,激光束发散,并且根据焦点的位置,切割向顶部或底部变宽。 切削刃偏离垂直线几十分之一毫米。 边缘越垂直,切割质量越高。
4.切削材料的热影响
作为热切割加工的应用设备,在使用过程中不可避免地会对材料产生热影响,主要包括三个方面: a.热影响区; b.凹陷和腐蚀; C.材料变形
热影响区是指在激光切割期间切口周围被加热的区域。 同时,材料本身的结构也会发生变化。 例如,某些材料会变硬。 热影响区是指内部结构由于高温而变化的区域变化。
凹陷和腐蚀会对切削刃的表面产生不利影响,并影响激光切割机的外观。 它们出现在切削误差中,通常应避免; 然后,如果切割导致零件急剧加热,它将变形。
这在精细加工中尤为重要,因为此处的轮廓和连接件通常只有十分之几毫米的宽度。 控制激光功率并使用短激光脉冲可以减少零件发热并避免变形。
上一条: 钣金加工厂:告诉你如何提高钣金加工的精度
下一条: 福建激光切割设备保养与维护五大关键部位
相关文章
相关产品