不锈钢激光切割加工存在着什么缺陷
信息来源:www.fzdhlt.com | 发布时间:2019年06月06日
现如今激光切割加工行业在国内也占有重要的地位,然而国内的不锈钢激光切割加工却有着非常严重的缺陷,国内激光切割加工企业太过脆弱,究其原因在于中国企业“两头在外”,上游与下游都不受中国企业掌控。而大部分国内企业在原料价格高位时,机柜加工通过合同和订单锁定供应,而一旦上游价格突降,势必影响下游交易价格下降,在一段时间内,他们用高价原料生产低价产品,毛利自然大受挤压。

那么下面我们一起来了解一下不锈钢激光切割加工存在的缺陷,希望能够帮助到大家
1.切割加工小孔(直径小与板厚)变形情况的分析
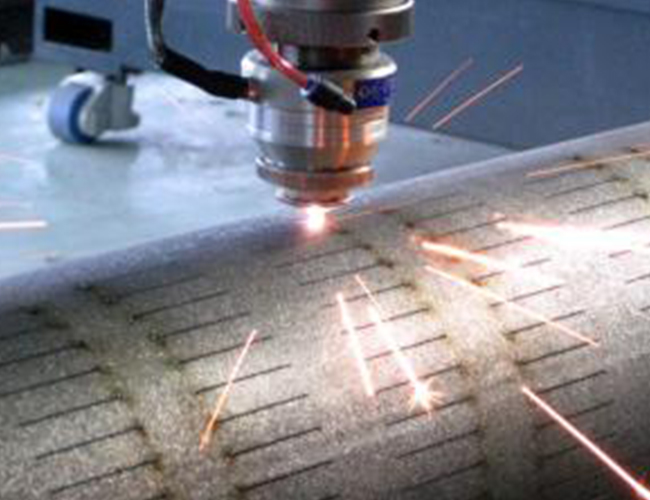
这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。
2.激光未完全切割透状态的分析
分析后可以发现下面的几种情况是产生加工不稳定的主要情况:激光头喷嘴的选择与加工板厚不匹配;激光切割线速度过快,需要操作控制减小线速度;另外,还需要特别注意的是,在L3030激光切割机切割5mm以上碳素钢板时需要更换7.5″焦距的激光镜片。
3.激光切割加工时穿刺点的选择
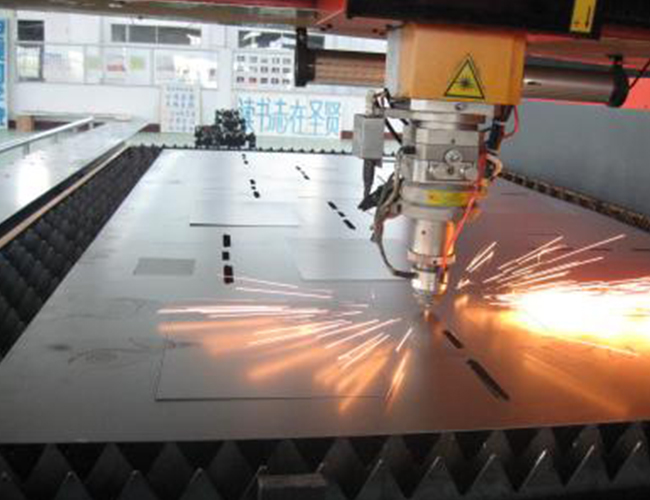
不锈钢激光切割加工时激光束的工作原理是:在加工过程中,材料经连续激光的照射后在中心形成一个凹坑, 然后由与激光束同轴的工作气流很快将熔融材料去除形成一个孔。此孔类似于线切割的穿线孔,激光束以此孔为加工启始点进行轮廓切割,通常情况下飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直。
4.激光切割低碳钢时,工件出现毛刺的解决方法
根据CO2激光切割的工作和设计原理,分析得出以下几点原因是造成加工件产生毛刺的主要原因:激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行调整;激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,加以调整;切割的线速度太慢,需要在操作控制时加大线速度;
以上就是不锈钢激光切割加工存在的缺陷的相关介绍,希望以上的内容能够帮助到大家解决疑难,如果还想了解更多激光切割加工费问题的,欢迎大家来电咨询或者关注我们的官网来了解更多的内容。
上一条: 激光切割机常用到哪些控制系统?
下一条: 谈谈钢板激光切割加工的速度怎么样?
相关文章
相关产品